

In the global pharmaceutical and health industries, China's capsule manufacturing sector has emerged as a powerhouse, driven by both gelatin-based innovation and advanced smart manufacturing technologies. The industry's rapid growth and unparalleled scale have positioned China as a leading exporter of high-quality empty capsules, with companies like Ningbo Jiangnan Capsule Co., Ltd. leading the charge.
The Scale Advantage: Powering Global Capsule Supply
Ningbo Jiangnan Capsule Co., Ltd., with an annual production capacity exceeding 30 billion capsules, stands as a titan in the industry. This immense scale not only significantly boosts output but also unlocks a cascade of cost advantages. By leveraging bulk procurement strategies, the company has established long-term and stable partnerships with raw material suppliers. This strategic alignment empowers the company to negotiate favorable prices, driving down raw material costs and enhancing overall profitability.
Smart Manufacturing: Precision and Efficiency
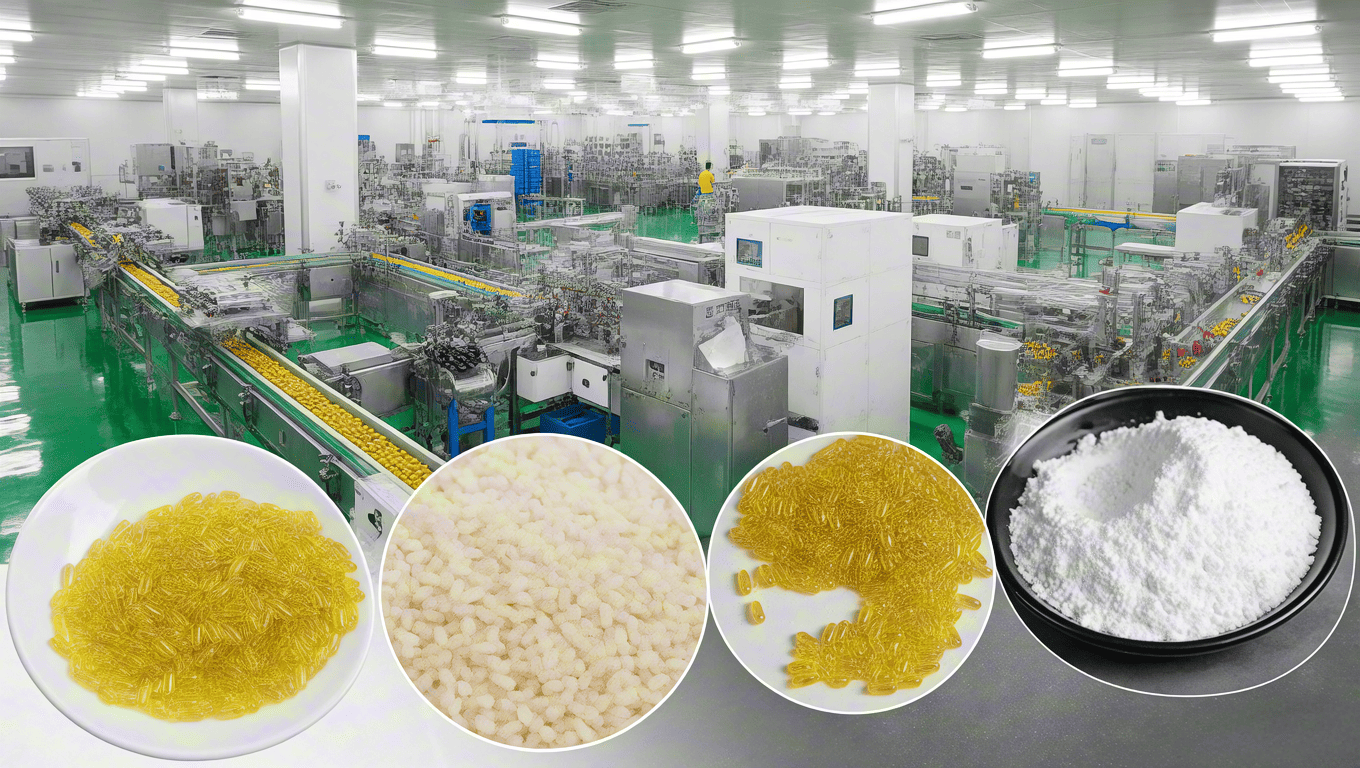
In the realm of production processes, the integration of advanced automation equipment has revolutionized the capsule manufacturing landscape. These systems precisely control every parameter of the production line, ensuring unparalleled quality stability and drastically improving efficiency. The adoption of refined information technology-driven management systems further minimizes human and time inefficiencies, creating a streamlined and optimized production environment.
The Gelatin Advantage: A Backbone for Capsule Production
China's abundant gelatin resources form the backbone of its capsule manufacturing prowess. As the core raw material for empty capsules, gelatin is both plentiful and widely distributed across the country. The presence of numerous strong gelatin manufacturers ensures a steady supply of high-quality gelatin, providing a robust foundation for domestic capsule producers. This stable supply chain not only guarantees uninterrupted production but also enhances cost flexibility, allowing companies to strategically manage raw material inventory based on market fluctuations.
International Market Dominance: Cost Competitiveness Meets Quality
The combined effect of scale advantages and robust raw material supply has endowed China's capsule products with exceptional price competitiveness in the global market. Detailed export data reveals a striking trend: China's gelatin capsule exports vastly outpace imports, with a steady annual growth rate of 6-8% over the past decade. This growth trajectory underscores China's expanding share of the international capsule market, positioning it as an indispensable global supplier.
Specialized Capsules: Catering to Diverse Needs
The versatility of China's capsule manufacturing capabilities is further exemplified by its range of specialized capsules. Products such as Empty Vegetable Capsules Size 00, Enteric Coating Vegetable Empty Capsule Size 00, and Halal Empty Gelatin Capsules cater to niche market demands, from vegetarian and halal-compliant formulations to enteric-coated solutions. This diversification not only widens the market reach but also solidifies China's leadership in the global capsule industry.
The Future of Capsule Manufacturing: Innovation and Expansion
As the global pharmaceutical and health industries continue to evolve, the demand for specialized and high-quality capsules is on the rise. China's capsule manufacturers, armed with advanced technology and unrivaled scale, are poised to lead this transformation. Through continuous innovation and strategic expansion, companies like Ningbo Jiangnan Capsule Co., Ltd. are setting new benchmarks for quality, efficiency, and market leadership.
FAQ Section:
Q1: What factors contribute to China's dominance in the global capsule market?
China's dominance in the global capsule market is driven by several key factors: 1) Large-scale production capabilities that unlock cost advantages through bulk procurement and efficient operations; 2) Abundant and stable supply of high-quality gelatin, the core raw material for capsules; 3) Integration of advanced automation and smart manufacturing technologies, ensuring precision and efficiency; 4) Diversified product offerings, including specialized capsules like Empty Vegetable Capsules Size 00 and Halal Empty Gelatin Capsules.
Q2: How does Ningbo Jiangnan Capsule Co., Ltd. maintain its competitive edge?
Ningbo Jiangnan Capsule Co., Ltd. maintains its competitive edge through: 1) An annual production capacity exceeding 30 billion capsules, enabling cost advantages and stable supply; 2) Advanced automation and smart manufacturing technologies, ensuring high product quality and efficiency; 3) Strategic partnerships with raw material suppliers, providing a stable and cost-effective supply chain; 4) Diversified product portfolio, catering to niche market demands.
Q3: What role do specialized capsules play in China's capsule export strategy?
Specialized capsules like Empty Vegetable Capsules Size 00, Enteric Coating Vegetable Empty Capsule Size 00, and Halal Empty Gelatin Capsules cater to diverse market needs, from vegetarian and halal-compliant formulations to enteric-coated solutions. This diversification not only widens the market reach but also enhances China's reputation as a reliable and innovative supplier in the global capsule market.
Q4: How does China's abundant gelatin supply benefit capsule manufacturers?
China's abundant gelatin supply provides several advantages: 1) Ensures a stable and continuous supply of high-quality raw materials, preventing production disruptions; 2) Empowers manufacturers to negotiate favorable prices, reducing raw material costs; 3) Allows for strategic inventory management, optimizing costs based on market price fluctuations.
Q5: What does the future hold for China's capsule manufacturing industry?
The future of China's capsule manufacturing industry is poised for continued growth and innovation. With advancements in smart manufacturing, a robust raw material supply chain, and a diversified product portfolio, Chinese manufacturers are well-equipped to meet the evolving demands of the global pharmaceutical and health industries. Strategic expansion and continuous innovation will cement China's position as a global leader in capsule production.